























Extractables and leachables are one of the most important material-risk topics in single-use bioprocessing. They influence how bioprocess teams evaluate bag films, tubing, connectors and other polymer-based components that come into contact with media, buffers or product streams.
The reason is simple. Single-use systems offer strong operational benefits, but those benefits only hold value if the materials do not introduce compounds that affect product quality, process performance or patient safety. That is why extractables and leachables are not just a regulatory issue, they are a real process-design issue.
Bioprocess teams should treat extractables and leachables as part of material qualification, process risk management and product-quality strategy from the beginning.
What are extractables in single-use systems?
Extractables are chemical compounds that can be released from a material under aggressive laboratory test conditions. These conditions often use strong solvents, elevated temperatures or extended contact time to identify what a polymeric component could potentially release.
In single-use systems, extractables are commonly studied in bag films, tubing, connectors, gaskets and other product-contact materials. They represent a worst-case picture of material behavior rather than what will automatically appear in normal processing.

Extractables show theoretical release potential, not necessarily the actual compounds that will appear in real process use.
What are leachables in single-use systems?
Leachables are compounds that actually migrate from the material into the real process fluid under normal or intended use conditions. In other words, leachables are the process-relevant subset of the broader extractables universe.
This means leachables depend on the real formulation, contact time, temperature, process conditions and product path. They are the compounds bioprocess teams care about most when evaluating direct product impact.
Leachables are measured under process-relevant contact conditions, not only under stressed lab extraction setups.
They are directly relevant to product quality and process suitability.
The same material can show different leachables behavior depending on the fluid and process profile.
They are central to toxicological assessment and real manufacturing risk evaluation.
Why extractables and leachables matter in single-use bioprocessing
Single-use systems are widely used because they reduce cleaning burden, improve flexibility and support fast turnaround. But those advantages only hold value if the materials are also suitable for sensitive product contact.
If unwanted compounds migrate from the material, they can affect product purity, stability, cell performance, assay results or regulatory confidence. This becomes especially important in biologics, vaccines, advanced therapies and other sensitive bioprocess applications.
Extractables and leachables are not only a material-science issue, they are a product-quality and process-reliability issue.
Where the risk comes from in single-use assemblies
The risk does not come from one material alone. A full single-use assembly can include films, welds, tubing, ports, connectors, seals and packaging-related materials, and each of them may contribute differently to the overall profile.
Risk also changes with process conditions. Solvent composition, pH, hold time, temperature, gamma sterilization and surface-area-to-volume ratio can all influence what is released and how relevant it becomes.

How bioprocess teams evaluate extractables and leachables
Good evaluation usually starts with supplier documentation, material characterization and extractables data generated under structured test conditions. From there, teams assess whether a dedicated leachables study is needed based on process risk.
Teams first review film composition, test reports, validation data and manufacturing controls.
Contact time, fluid type, temperature and product criticality are mapped to define exposure risk.
When risk is higher, teams may perform product-specific or process-specific leachables studies.
Detected compounds are assessed for relevance, exposure and safety concern.
Extractables vs leachables comparison table
The table below summarizes the practical difference between both concepts.
| Aspect | Extractables | Leachables |
|---|---|---|
| Definition | Compounds that can be pulled from a material under stressed lab conditions | Compounds that actually migrate under real use conditions |
| Testing conditions | Aggressive, worst-case or challenge-based | Process-relevant or product-relevant |
| Main purpose | Understand release potential of a material | Understand real product-contact risk |
| Scope | Broader theoretical universe | Narrower practical subset |
| Relevance to product | Indirect until contextualized | Direct and process-specific |
| Main use in qualification | Material screening and initial risk assessment | Final product-risk evaluation and justification |
A good extractables profile is important, but the real decision point is whether actual leachables are relevant in the intended process.
Practical risk view for bioprocess teams
In practice, bioprocess teams should not treat every single-use component with the same level of concern. Risk is higher when product contact is long, fluid composition is aggressive, the product is highly sensitive or the material path is large and complex.
The most effective approach is usually a risk-based one, combining supplier data, process understanding and targeted additional testing only where it is justified.
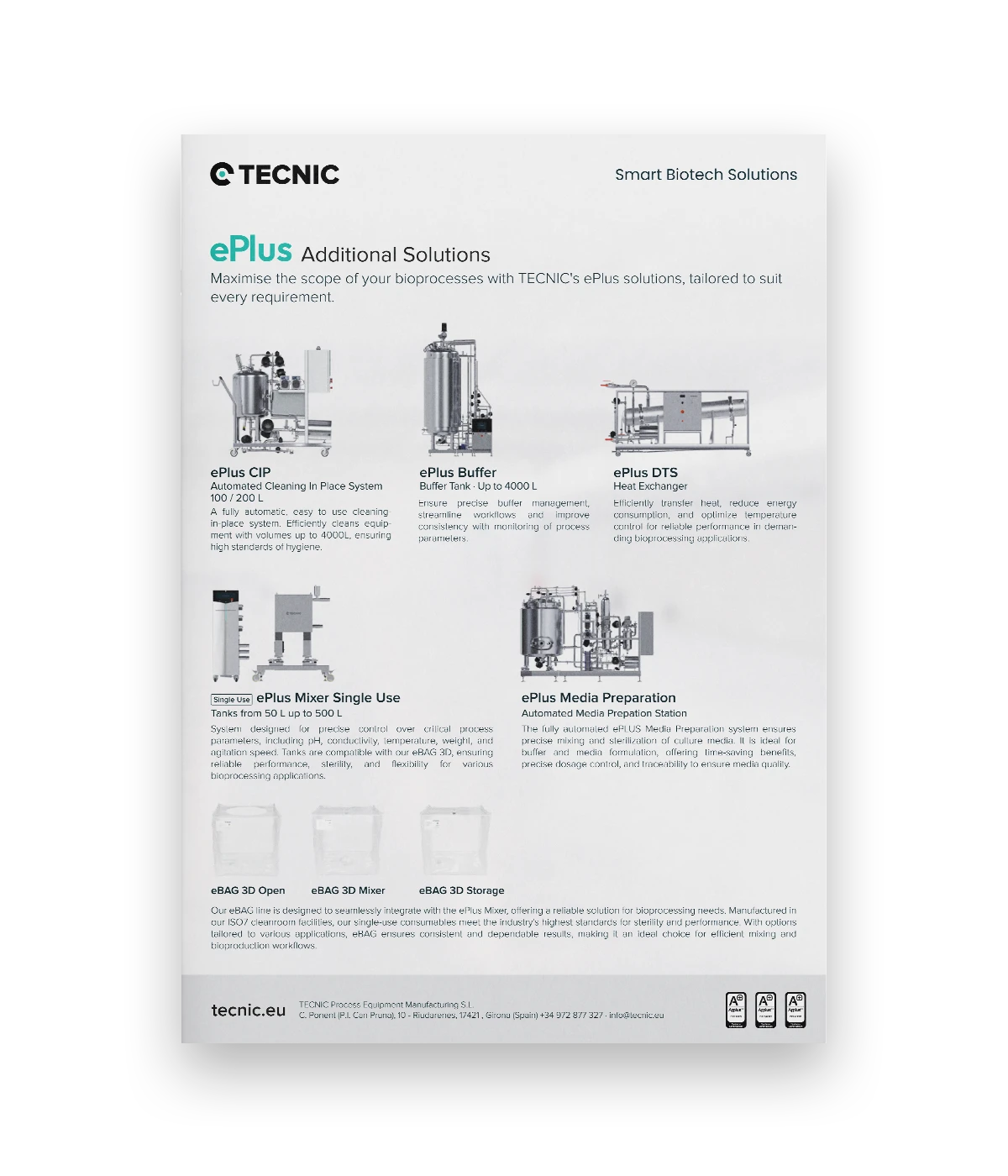
How TECNIC fits this workflow
TECNIC fits this topic through its single-use supplies strategy, its ISO 7 cleanroom manufacturing environment and its focus on material quality, validation support and controlled single-use production for sensitive bioprocess applications.
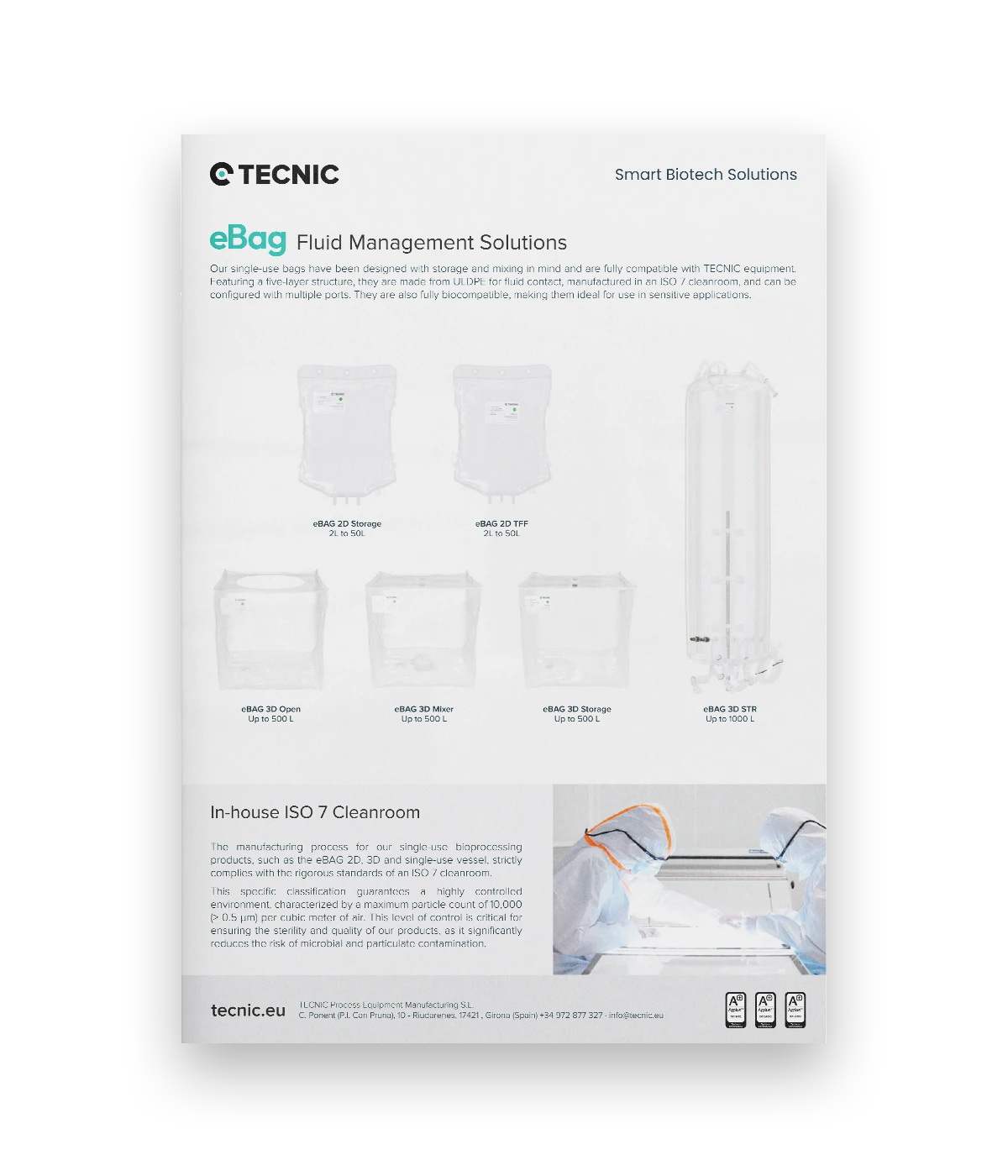
Single-use supplies
Relevant when material quality and suitability for sensitive process contact are important from the start.
Single-use systems
Useful when bags, vessels and assemblies need to be understood as part of one integrated process path.
ISO 7 cleanroom context
Manufacturing control matters because material performance begins with the quality environment behind the consumable.
Contact TECNIC
When material risk, qualification and process suitability need to be reviewed in detail, direct technical discussion is more useful than generic supplier comparison.
This article works best when extractables and leachables are framed as a process-risk topic, not just a materials topic.
Frequently asked questions
What is the difference between extractables and leachables?
Extractables are compounds released under stressed test conditions, while leachables are compounds that actually migrate under real use conditions.
Why are extractables and leachables important in single-use systems?
Because migrated compounds can affect product quality, process performance, analytical reliability and, in some cases, patient safety.
Do all single-use systems have extractables?
All polymer-based systems have some release potential, but the relevance depends on the material, the process and the actual leachables risk.
Are extractables studies enough on their own?
Not always. They are a strong starting point, but higher-risk processes may also require leachables assessment under real conditions.
What factors increase leachables risk?
Long contact time, aggressive fluids, higher temperature, large contact area, irradiation history and sensitive product formulations can all increase risk.
Reviewing material risk in your single-use process path?
Explore TECNIC’s single-use solutions or speak with our team to review the right material and manufacturing approach for sensitive bioprocess applications.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}